В течении 60 секунд
Введите другой номер телефона
Бухтонамотчик (бухтонамоточная машина, бухтовщик) – оборудование для намотки гибкой длинномерной продукции типа труб, шлангов, кабеля, лент. Бухтонамоточная машина может использоваться как автономное оборудование или выполнять функции приемника в составе линии по производству профильных гибких изделий бесконечной длины.
Перемотка длинномерного изделия может осуществляться с основного большого барабана в небольшие и компактные бескаркасные бухты для удобного складского хранения и транспортировки. Устройство обеспечивает намотку гибких изделий с определенной силой натяжения при сохранении постоянной скорости намотки. Возможна намотка как бескаркасных бухт, так и бухт с использованием основания – катушки или бобины.
В большинстве случаев возможна намотка того и другого вида бухт на одном оборудовании. Для этого на приводную ось устанавливается разборный или складной технологический барабан (катушка).
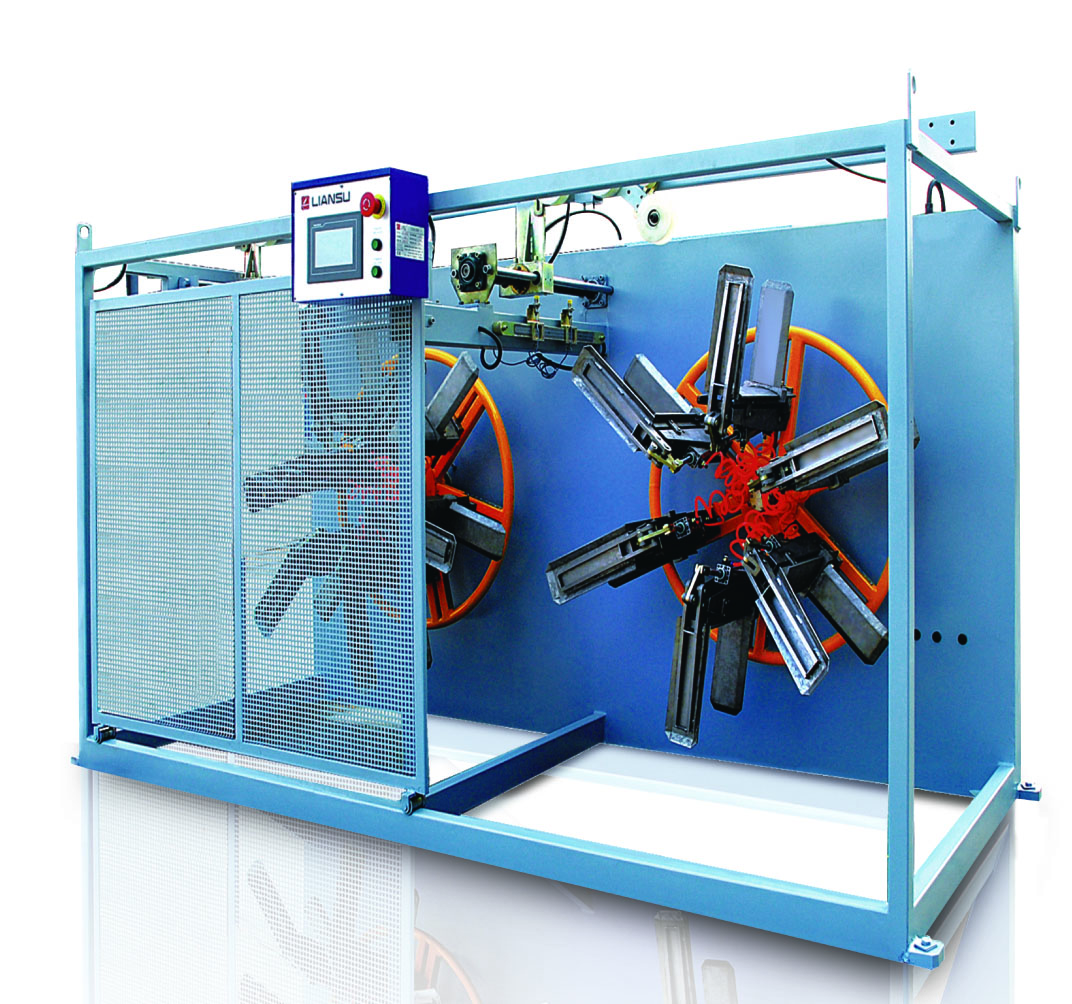
Бухтонамоточная машина представляет собой прочную сварную металлическую конструкцию (станину), собранную из уголков и плит, на которой при помощи винтовых соединений установлены главные рабочие узлы устройства:
- намоточный узел;
- двигатель;
- гильотина;
- стол;
- манипулятор.
Станина – рама бухтонамоточной машины, состоящая из двух параллельно расположенных горизонтальных плит, скрепленных между собой вертикальными стойками. Она должна выполняться из прочной стали, выдерживать нагрузки средней степени. Станина с закрепленными на ней рабочими узлами может устанавливаться без предварительной подготовки и заливки усиленного фундамента.
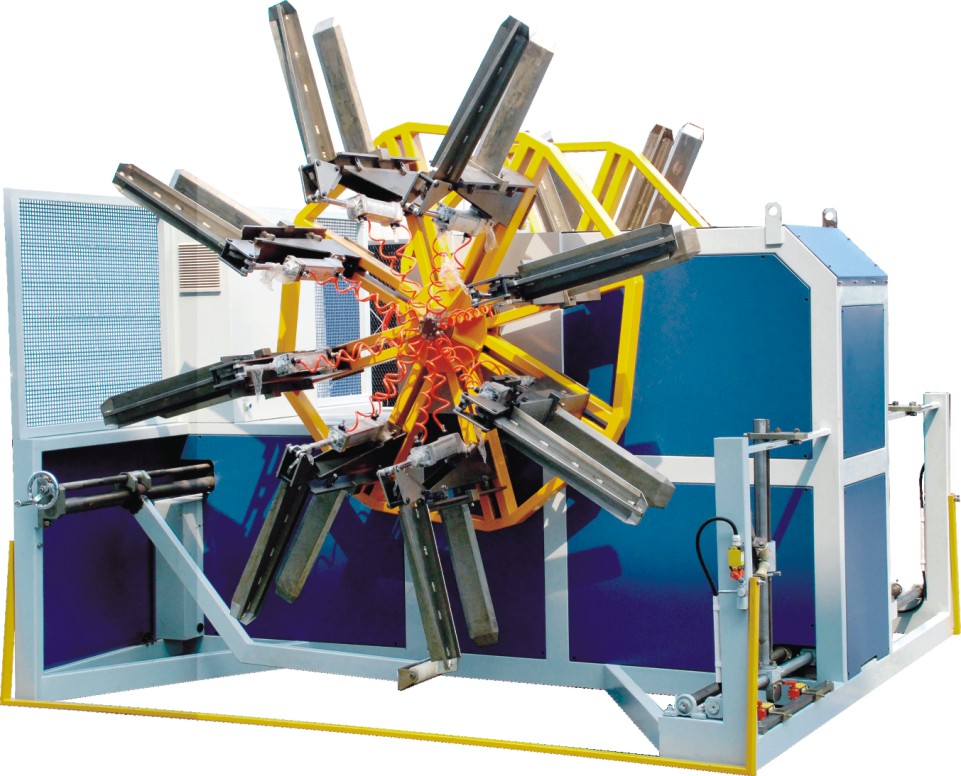
Намоточный узел (бухтовочная головка) предназначен для намотки бескаркасных бухт или катушек. При бескаркасной намотке используется устройство «ромашка». Для намотки с основание бобины устанавливаются на шпиндели и фиксируются боковыми дисковыми ограничителями. Диаметр узла намотки (бобины или каркаса) подбирается индивидуально с учетом сечения изделия.
Привод – это двигатель устройства. Он приводит в движение катушку, вращая ее относительно оси. Привод отвечает за скорость намотки изделия на бобину или удерживающее устройство «ромашку». Она плавно регулируется от нуля до 10-20 м/с.

Бухтонамотчик для пластиковых труб, шлангов и иной продукции чаще выполняют с электромеханическим приводом. Такое устройство работает относительно бесшумно, является производительным, мощным и надежным. Также можно встретить малогабаритные бухтонамотчики с ручным приводом.
Гильотина или иное отрезное устройство необходимо для отрезания изделия при смене катушек или при достижении определенного метража в бескаркасной бухте. Конструктивно гильотина может представлять собой остро заточенную металлическую пластину, которая с определенным усилием опускается на трубу, шланг или иное изделие, двигаясь на направляющих пазах. Такая конструкция отрезного устройства подходит для горизонтального расположения оси намотки. Движение гильотины также осуществляется в горизонтальном направлении.
При вертикальном расположении оси намотки применяется иной вид отрезного устройства, например, пила или дисковый нож. Но в обоих случаях отрезное устройство перемещается параллельно оси намоточного узла и выполняет разрез без остановки вращения валов. Для приведения в движение отрезного устройства используется пневматический или гидравлический привод.

Фото заимствовано с сайта p-z-o.com
Стол представляет собой горизонтальную приемную площадку. На стол перемещаются бухты после намотки. Стол может состоять из двух столешниц, закрепленных на уровне с одним и вторым намоточным узлом. В этом случае перемещение бухт между столешницами, а также отправка их на конвейер для дальнейшей транспортировки выполняется при помощи лифта.
Для перемещения готовых бухт с места намотки к столешнице и для их складирования используют манипулятор. Он предусмотрен в автоматизированных или полуавтоматизированных бухтонамотчиках. Манипулятор позволяет максимально сохранить форму и плотность намотки бухты. При помощи толкателя он сдвигает наполненную бухту на столешницу и далее – на подставку лифта при двухпозиционной намотке. Затем толкатель манипулятора возвращается в исходное положение до момента наполнения следующей бухты.
Все бухтонамотчики имеют схожую схему работы. Изделие с основного барабана или напрямую с экструдера подается на бухтовочное устройство.

Фото заимствовано с сайта ok-stanok.ru
Внутри бухтовочного устройства расположена бухтовочная головка, на которую непосредственно наматывается кабель, труба или шланг.
При использовании катушки она устанавливается и фиксируется при помощи двух дисковых зацепителей. Для начала намотки свободный край шланга крепится на катушке. После фиксации включается мотор, который приводит во вращение катушку. При наличии в конструкции двух катушек сначала кабель наматывается на верхнюю. После заполнения верхней катушки отклоняющее рычажное устройство перенаправляет длинномерное изделие на нижнюю катушку. После начала намотки изделие обрезается. Для снятия верхней катушки оператор отводит дисковые боковые зацепители. На ее место устанавливают пустую бобину и продолжают намотку до полного заполнения нижней. Далее длинномерное изделие снова перенаправляется на верхнюю бобину, а сформированная нижняя в это время снимается и складируется. Снятие заполненной бухты может осуществляться в автоматическом режиме при помощи манипулятора или вручную.
Смотанная бухта может дальше оборачиваться пленкой, оберткой, проволокой для фиксации. В полностью автоматизированных моделях участие оператора в данном процессе не требуется, подсчет метров намотки также выполняется автоматически. В полуавтоматических и ручных моделях оператор отслеживает и корректирует процесс, отмеряет требуемый метраж, выполняет упаковку бухты.

Важно выполнять намотку длинномерных изделий в бухты только после их полного охлаждения. Это особенно актуально при смотке изделий большого сечения, например, труб. До момента смотки при остывании трубы должны находиться в прямом состоянии, в противном случае в трубах могут возникнуть напряжения, проводящие к необратимым деформациям внутри изделия. В результате может измениться диаметр или форма сечения, установка и стыковка труб, а также их правильная эксплуатация станут невозможными.
К числу наиболее значимых критериев классификации относятся:
- Плоскость намотки (горизонтальные и вертикальные бухтонамотчики).
- Тип намоточного узла.
- Непрерывность цикла намотки.
- Степень автоматизации оборудования.
- Функция намотки-размотки.
Бухтонамотчики выпускаются с вертикальной и горизонтальной плоскостью намотки. Намотка в горизонтальной плоскости осуществляется при вертикальном вращении оси бухты. Этот способ чаще используется для намотки кабеля или шланга малого сечения. В вертикальной плоскости при горизонтальном вращении оси производится намотка шлангов, труб большого сечения. Такой способ намотки позволяет избежать влияния на изделия сил тяжести в процессе хранения.
Немаловажное значение на плоскость намотки оказывает способ хранения материалов. Например, для бухты с тросом предполагается хранение на щеке. Плоскость намотки относительно первоначальной намотки менять не рекомендуется, потому и смотка троса в бухты в последующем также выполняется на щеке, а приемное устройство выполняется с вертикальной осью вращения. В иных случаях плоскости при перемотке можно менять.
Намоточный узел может иметь различную конструкцию в зависимости от типа наматываемых бухт. Их два вида: бескаркасные и с основанием.

Для бескаркасной намотки используется устройство типа «ромашка». На одной машине может быть один или два намоточных узла данного типа. Пока на одном каркасе идет формирование намотки, второй освобождается от наполненной бухты. Оси двух намоточных узлов располагаются параллельно. Перевод наматываемого изделия с одного каркаса на другой осуществляется при помощи рычага. Средний размер «ромашки» составляет 1000-1500 мм.
Для намотки на основание на машине монтируется узел, удерживающий и приводящий во вращение катушку (или катушки поочередно). Для намотки кабеля или троса используется приемный технологический барабан с раздвижной шейкой или барабан конической формы, устанавливаемые на шпиндели. При этом вращение осуществляется в горизонтальной плоскости. Для намотки в вертикальной плоскости используются складные барабаны цилиндрической формы. Намотка осуществляется на цилиндрическую шейку, которая складывается в конус при съеме бухты. На каждой катушке имеется разрез для закрепления края изделия или иное фиксирующее приспособление.
Диаметр бобины зависит от диаметра наматываемого изделия. Так для изделий небольшого сечения подходят бобины (катушки) диаметров малого диаметра. Для намотки пластиковых труб сечением до 32 мм и с толщиной стенки до 3 мм могут использоваться бобины размером до 2000-2500 мм. При большом сечении изделия в конструкции могут быт предусмотрены прижимные валки, обеспечивающие повышенную плотность намотки.
Бухтонамоточные машины могут работать в прерывистом или непрерывном режиме. Устройства с прерывистым циклом требуют остановки намоточного вала после формирования бухты предельным метражом. Далее производится обрезка трубы, шланга или кабеля, снятие бухты с «ромашки» или шпинделя, удерживающего бобину.
При непрерывном цикле работа устройства происходит последовательно. Для этого в конструкции предусмотрено два намоточных узла. Пока на первом узле наматывается бухта, вторая наполненная бухта снимается с посадочного места и отправляется на стол. Свободный намоточный узел в это время подготавливается для намотки. При формировании очередной бухты изделие перенаправляется на свободный узел, а заполненная бухта снова снимается с удерживающего устройства на стол. Работа автоматизированных бухтонамотчиков для шлангов, труб, кабелей выполняется в непрерывном режиме, что позволяет ускорить процесс намотки в четыре раза в сравнении с ручным намотчиком.
Бухтонамоточные устройства могут работать в ручном, полуавтоматическом или автоматическом режиме. В первом случае бухтонамотчик имеет ручной привод, его работу полностью контролирует оператор, приводя катушку в движение вручную.
Для полуавтоматизированных устройств предусмотрено вмешательство оператора в отдельные этапы технологического процесса: снятие заполненной бухты или катушки, установка новой катушки, перенаправление изделия с одного намотчика на другой.
В автоматическом режиме все операции контролируются и корректируются программой, вмешательство оператора минимально. Контроль осуществляют дополнительные устройства: счетчик метража, контроллер плотности намотки и натяжения изделия, система аварийной остановки. В случае необходимости один или оба намоточных узла можно переключить на холостой ход.
Существуют модели, выполняющие только намотку изделий, и модели, которые могут одновременно использоваться как для намотки, так и для размотки длинномерного изделия. Чаще функцией намотки-размотки дополняются вертикальные бухтонамотчики ручного типа или с электроприводом.
 0
0

Авторизируйтесь, чтобы продолжить.